Hướng dẫn chỉnh máy kansai 3 kim
Hướng dẫn chỉnh máy kansai 3 kim

Hình 8.1. Máy Kansai bông WX 8803
I. ĐẶT TÍNH KỸ THUẬT MÁY KANSSAI BÔNG WX 8803.
Bảng 8.1.
Kiểu máy |
WX8803 |
WX8803EMK |
WX8700 |
LX5801 |
Tốc độ |
5500-6000 mũi/phút |
4500-5000 mũi/phút |
6000-6500 mũi/phút |
|
Chiều dài mũi may |
1.6-3.2 |
|||
Số kim |
3 |
|||
Cự ly kim |
3.2(1/8) ; 4.0(5/32) ; 4.8(3/16) ; 5.6(7/32) ; 6.4(1/4) |
|||
Tỷ số sai biệt
|
Kết hợp 1 1,5 Kéo dãn 1 1,6 |
|||
Kim |
Schmet UY128GAS, Organ UY128GAS |
|||
Chiều cao nâng chân vịt |
6-8mm |
|||
Sách hướng dẫn chỉnh máy may công nghiệp xem tại đây
II. QUY TRÌNH HIỆU CHỈNH MÁY KANSAI BÔNG (MÁY ĐÁNH BÔNG):
1. Điều chỉnh bộ tạo mũi:
1.1. Chọn kim:
Bảng 8.2.
Schmetz UY128GAS |
Nm65 |
Nm 70 |
Nm 75 |
Nm 80 |
Nm90 |
Organ UY128GAS |
#09 |
#10 |
#11 |
#12 |
#14 |
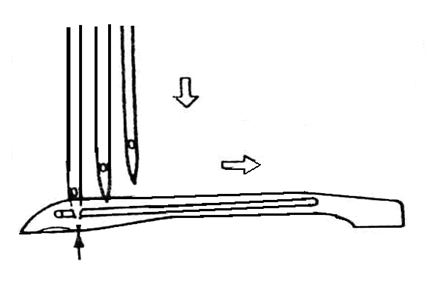
1.2. Lắp kim:
- Quay puly cho kim lên tận cùng trên nới lỏng vít hãm lục giác(1) gắn kim hết đốc xoay phần rãnh dài về phía người vận hành xiết chặt vít (1) lại.

Hình 8.2. Lắp kim
1.3 Điều chỉnh chiều cao kim-kim so với mặt tấm kim:
1.3.1. Cách 1:
- Quay puly cho móc đi từ bên phải lao qua bên trái của kim tới thời điểm mũi móc trùng với tâm kim bên trái nới lỏng vít (2) dịch chuyển trụ kim lên xuống điều chỉnh sao cho đầu móc cách mép trên lỗ kim 0,5-1mm đồng thời kiểm tra 3 kim nằm thẳng hàng so với lỗ mặt tấm kim sau đó xiết chặt vít(2) lại.

Hình 8.3. Điều chỉnh chiều cao kim( cách 1)
1.3.2. Cách 2:
- Quay puly cho kim lên tận cùng trên nới vít (2) xê dịch trụ kim lên xuống sao cho mũi kim bên trái cách mặt tấm kim 8,5±0,2mm đồng thời kiểm tra 3 kim nằm thẳng hàng so với lỗ mặt tấm kim sau đó xiết chặt vít (2) lại.

Hình 8.4. Điều chỉnh chiều cao kim( cách 2)
1.4. Lắp móc-độ nghiêng móc so với kim:
1.4.1 Lắp móc:
- Nới lỏng vít (3) lắp móc vào cần móc điều chỉnh cho móc đạt yêu cầu sau đó xiết chặt vít (3) lại 2.

Hình 8.5. Lắp móc
1.4.2 Độ nghiêng móc so với kim:
- Đối với máy WX chiều dài móc là 25mm góc nghiêng của móc là 3,0o .
- Đối với máy LX chiều dài móc là 20mm góc nghiêng của móc là 3,5o.

Hình 8.6. Độ nghiêng móc so với kim
1.5. Hành trình giữa móc và kim:
1.5.1 Hành trình đi:
- Quay puly cho móc từ bên phải lao qua bên trái tới vị trí đầu móc ngay tâm kim trái và đầu móc cách mép trên lỗ kim 0,5-1mm.
- Tiếp tục quay puly cho móc lui về tới vị đầu móc ngay tâm kim trái và đầu móc cách mép trên lỗ kim 0,5-1mm.
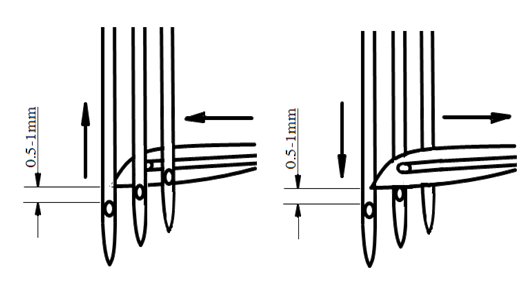
Hình 8.7. Hành trình giữa móc và kim
- Nếu không đạt thì nới lỏng vít (4) giữ đế móc (5) xoay puly tới lui sao cho đạt yêu cầu sau đó xiết chặt vít (4) lại

Hình 8.8. Vị trí điều chỉnh hành trình giữa móc và kim
Lưu ý:
- Xoay theo chều (+) thì hành trình đi nhanh và ngược lại xoay theo chiều( –) thì hành trình về chậm.
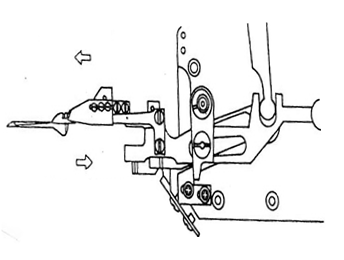
- Quay puly cho kim xuống tận cùng dưới móc lùi hết sang phải nới vít (6) điều chỉnh sao cho đầu móc cách kim giữa là 6,0mm, đồng thời dịch chuyển đế móc dọc trục sao cho khoảng hở giữa móc và kim trái,kim phải đạt 0,1-0,2 mm và kim giữa bằng 0 sau đó xiết chặt vít (6) lại.

Hình 8.9. Bước đi giữa móc và kim
| NEEDLE SPACE (INCH) |
LOOPER SETTING DISTANCEA |
| 3,2mm1/8 | 4,4mm |
| 4,0mm5/32 | 4mm |
| 4,8mm3/16 | 3,6mm |
| 5,6mm7/32 | 3,2mm |
| 6,4mm1/4 | 2,8mm |
| 1Needle | 4mm |

Hình 8.10. Khoảng hở giữa móc và kim
1.7. Điều chỉnh góc nghiêng và khoảng mở rộng của elip:
1.7.1. Điều chỉnh góc nghiêng:
- Nới lỏng vít (7) xoay cam (8) theo chiều (+) góc nghiêng elip sẽ xoay lên và ngược lại theo chiều (–) góc nghiêng elip sẽ xoay xuống ta điều chỉnh sao cho đạt yêu cầu sau đó xiết chặt vít (7) lại.

Hình 8.11. Điều chỉnh góc nghiêng
1.7.2. Khoảng mở rộng của elip:
- Quay puly cho kim từ trên đi xuống tới thời điểm mũi kim tì lên 1/3 lưng móc nếu không đạt ta nới lỏng vít (9) dịch chuyển theo chiều (+) hoặc (–)sao cho đạt yêu cầu xiết chặt vít (9) lại, tiếp tục quay puly cho kim đi xuống sao cho mũi kim ngang bằng cạnh dưới của móc đồng thời lỗ móc cách tâm kim 3-3,5mm.

Hình 8.12. Khoảng mở rộng của elip
1.8. Điều chỉnh giá đỡ kim trước và sau:
1.8.1. Giá đỡ kim trước:
- Quay puly cho kim xuống tận cùng dưới nới lỏng vít (10) dịch chuyển giá đỡ kim trước lên xuống sao cho cạnh của giá đỡ chia 1/3 lỗ kim tính từ mép trên lỗ kim dịch chuyển theo chiều dọc trục sao cho khoảng hở giữa giá so với kim xiết chặt vít (10) lại.
- Kim trái 0,1-0,15mm.
- Kim giữa 0.2mm.
- Kim phải 0,0-0,05mm.
- Nới lỏng vít (11) xê dịch giá đỡ kim sau sao cho khoảng hở so với kim đạt 0,0-0,5mm xiết chặt vít(11)lại.

Hình 8.13. Điều chỉnh giá đỡ kim trước và sau
2. Điều chỉnh cần đánh bông:
2.1. Định vị cần đánh bông:
- Xiết nhẹ vít (12) và di chuyển cần đánh bông (13) lên xuống sao cho chiều cao cần đánh bông tính từ mặt tấm kim là 9-11mm.


 Hình 8.14. Định vị cần đánh bông
Hình 8.14. Định vị cần đánh bông2.2. Điều chỉnh cần đánh bông so với kim trái:
- Quay puly cho cần bông lao từ bên phải qua bên trái tới thời điểm mũi cần bông nằm ngay tâm kim trái nới lỏng vít (14) xê dịch cần bông sao cho mũi cần bông cách kim trái 0,5-0,8mm xiết chặt vít (14) lại.


Hình 8.15. Điều chỉnh khoảng hở cần đánh bông so với kim trái
- Tiếp tục quay puly cho cần bông lao qua tận cùng bên trái nới lỏng vít (15) xê dịch đế cần bông sao cho mũi cần bông cách kim trái 4,5-5,5mm sau đó xiết chặt vít(15) lại.
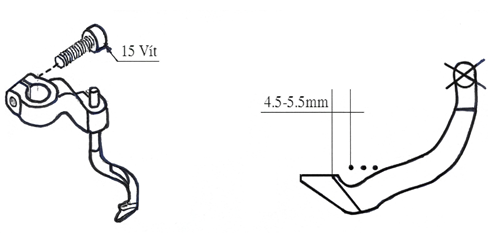
Hình 8.16. Điều chỉnh khoảng lao qua tận cùng cần đánh bông
2.3. Điều chỉnh giá cần đánh bông:
- Quay puly cho kim xuống tận cùng dưới nới lỏng 2 vít (16) dịch chuyển giá (17) lên xuống sao cho mặt dưới giá cần bông cách mặt trên của cần bông 0,5mm, tiếp tục quay puly cho cần bông lui về vị trí tận cùng bên phải dịch chuyển giá cần đánh bông sao cho mũi cần bông nằm ngay tâm lỗ ôvan của giá cần bông xiết chặt vít(16) lại.

Hình 8.17. Điều chỉnh giá cần đánh bông
2.4. Điều chỉnh giá dẫn hướng chỉ:
- Quay puly cho kim xuống vị trí tận cùng dưới nới lỏng vít(18) xê dịch giá dẫn hướng chỉ sao cho mặt dưới giá dẫn hướng chỉ cách mặt trên của giá cần bông 1mm, đồng thời xoay giá dẫn hướng chỉ sao cho cạnh bên phải của lỗ trên giá dẫn hướng chỉ so với cạnh bên trái của lỗ ôvan trên giá cần bông đạt 0,5mm xiết chặt vít (18) lại.

Hình 8.18. Điều chỉnh giá dẫn hướng chỉ
3. Điều chỉnh cơ cấu chuyển đẩy nguyên liệu:
3.1. Điều chỉnh chiều cao răng cưa:
- Quay puly cho kim lên vị trí tận cùng trên nới lỏng vít (19) dịch chuyển răng cưa lên xuống sao cho đỉnh răng cưa cách mặt tấm kim 1-1,2 mm sau đó xiết chặt vít (19) lại.

Hình 8.19. Điều chỉnh chiều cao răng cưa
3.2. Điều chỉnh góc nghiêng của cầu răng cưa:
- Nới lỏng 2 vít (20) xoay trục lệch tâm (21) sao cho đạt yêu cầu sau đó xiết chặt 2 vít (20) lại.

Hình 8.20. Điều chỉnh góc nghiêng của cầu răng cưa
3.3. Điều chỉnh chiều dài mũi may:
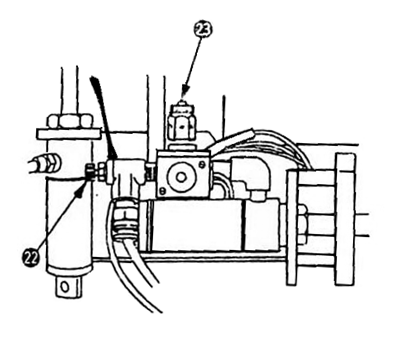
- Nhấn giữ nút (22) xoay đầu puly sao cho đạt yêu cầu kỹ thuật.

Hình 8.21. Điều chỉnh chiều dài mũi may
4. Điều chỉnh chân vịt:
4.1 Điều chỉnh lực nén chân vịt:
- Xoay khuy nén (23) theo chiều (+) thì lực nén chân vịt tăng và ngược lại xoay theo chiều (–) thì lực nén chân vịt giảm.

Hình 8.22. Điều chỉnh lực nén chân vịt
4.2 Điều chỉnh chiều cao chân vịt:
- Nới lỏng đai ốc (24) điều chỉnh bulong(25) sao cho mặt dưới chân vịt cách mặt tấm kim 6-8mm sau đó xiết chặt đai ốc (24) lại.

Hình 8.23. Điều chỉnh chiều cao chân vịt
4.3 Điều chỉnh kim so với lỗ chân vịt theo chiều ngang:
- Quay puly cho kim xuống tân cùng dưới nới lỏng vít(26) xoay chân vịt sao cho kim nằm chính giữa lỗ chân vịt sau đó xiết chặt vít (26) lại.

Hình 8.24. Điều chỉnh kim so với lỗ chân vịt theo chiều ngang
5. Điều chỉnh cơ cấu đánh trùng chỉ - tiếp chỉ:
5.1. Điều chỉnh tiếp chỉ kim (hình 8.25):
- Nới lỏng vít (27) dịch chuyển theo chiều (+) lực căng chỉ tăng và ngược lại dịch chuyển theo chiều (–) lực căng chỉ giảm sau đó xiết chặt vít(27) lại.

Hình 8.25. Điều chỉnh tiếp chỉ kim
5.2. Điều chỉnh cần giật chỉ:
- Nới lỏng 2 vít (28) dịch chuyển giá (29) sao cho cạnh trong của cần giật chỉ (30) so với mép bên phải của giá (29) đạt 75mm sau đó xiết chặt 2 vít(28) lại.
- Dịch chuyển cần giật chỉ sang phải theo chiều (+) làm tăng lực chỉ kim.
- Dịch chuyển cần giật chỉ sang trái theo chiều (-) làm giảm lực chỉ kim.

Hình 8.26. Điều chỉnh cần giật chỉ kim
5.3. Điều chỉnh cần giật chỉ bông:
- Quay puly cho cần giật chỉ bông xuống vị trí thấp nhất điều chỉnh sao cho lỗ (31) trùng với mép dưới của rãnh nằm trên cần giật chỉ bông.Nếu không đạt nới lỏng vít (32) dịch chuyển cần giật chỉ bông lên xuống sao cho đạt yêu cầu sau đó xiết chặt vít (32) lại.

Hình 8.27. Điều chỉnh cần giật chỉ bông
5.4. Điều chỉnh cam tiếp chỉ móc:
- Quay puly cho mũi kim trái vượt khỏi cạnh dưới của móc 0,5-1mm khi đó cam tiếp chỉ tỳ vào sợi chỉ, nếu không đạt yêu cầu ta nới vít (33) và xoay cam tiếp chỉ (34) sao cho đạt yêu cầu sau đó xiết chặt vít (33) lại.
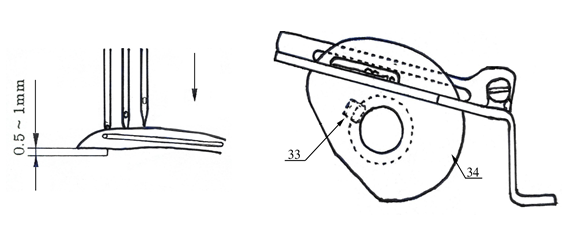
Hình 8.28. Điều chỉnh cam tiếp chỉ móc
5.5. Điều chỉnh cần đỡ chỉ của cam tiếp chỉ:
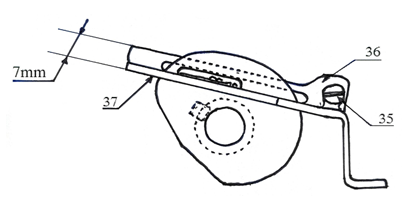
Hình 8.29. Điều chỉnh cần đỡ chỉ của cam tiếp chỉ
- Nới lỏng vít (35)điều chỉnh cần đỡ chỉ (36) sao cho mặt dưới của cần đỡ chỉ cách mặt trên của giá đỡ chỉ(37) 7mm sau đó xiết chặt vít (35) lại.
Các bạn cần hỗ trợ về kỹ thuật sửa chữa máy may công nghiệp có thể liên hệ 039.4694.680
Hoặc tham khảo giá máy may công nghiệp mới nhất tại đây
6. Sơ đồ xỏ chỉ kim – móc – cần đánh bông:Hoặc tham khảo giá máy may công nghiệp mới nhất tại đây
Hình 8.30. Sơ đồ xỏ chỉ kim – móc – cần đánh bông
Chương IV: MÁY VIỀN ỐNG MFC
I. ĐẶT TÍNH KỸ THUẬT:
Bảng 8.1.
| Kiểu máy | MFC-7406 | MFC-7407 | MFC-7602 | MFC–7605 |
| Tốc độ may(max) | 6,500 mũi/phút | |||
| Độ dài mũi may | 1.6 ~ 3.2 mm | |||
| Số kim | 2 | 3 | 2 | 3 |
| Cự ly kim | 3.2 , 4.0, 4.8 | 5.6 , 6.4 | 3.2 , 4.0, 4.8 | 5.6 , 6.4 |
| Đường chỉ bao trên | Không | có | ||
| Tỷ số sai biệt răng cưa | Kết hợp 1 1.5 | Kéo dãn 1 1.6 | ||
| Kim | UY121GJS#55/022 ñeán #90/036 | |||
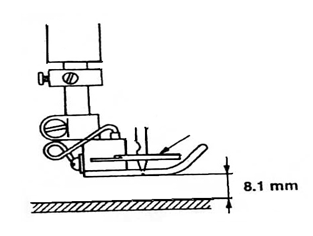
| Chiều cao chân vịt | 8.1 mm | |||
| Dầu bôi trơn | Dầu JUKI ( Part No.30149207 ) | |||
II. QUY TRÌNH HIỆU CHỈNH:
1. Điều chỉnh thời điểm của kim và móc:
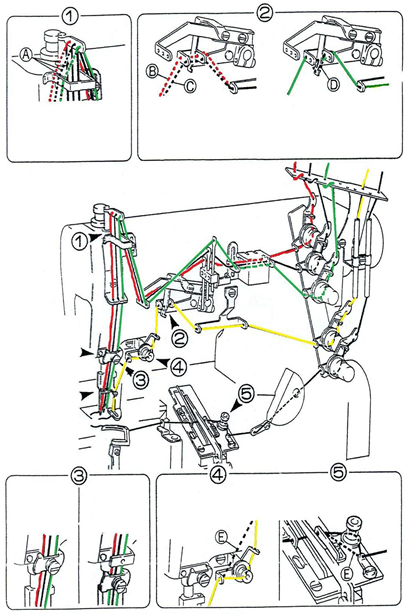
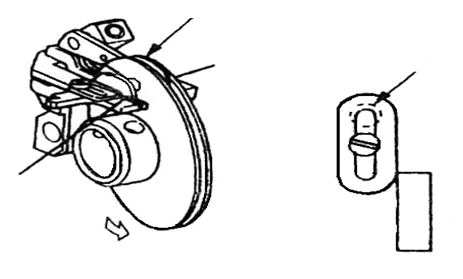
1.1. Tiêu chuẩn điều chỉnh:
- Khi mỏ móc di chuyển sang trái phía sau kim hay sang phải từ phía trước kim và khi mặt dưới của móc thẳng hàng với giới hạn trên lỗ kim trái thì khoảng cách từ mỏ móc đến cạnh trái của kim trái trong cả hai trường hợp thì bằng nhau A = B .

Hình 9.1. Điều chỉnh thời điểm của kim và móc
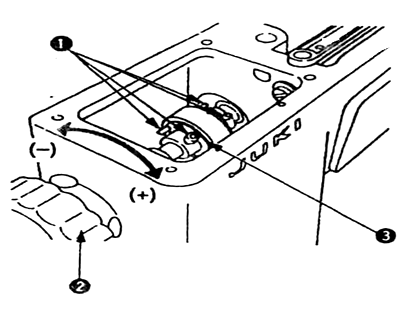
1.2. Phương thức điều chỉnh:
- Tháo nắp phía trên móc máy, nới bốn vít số 1 rồi điều chỉnh vị trí của cam(phía trên) 3 bằng cách quay tay quay 2.
- Điều chỉnh thời điểm sớm đi theo chiều +.
- Điều chỉnh thời điểm muộn đi theo chiều –.
Hình 9.2. Vị trí điều chỉnh thời điểm của kim và móc
1.3. Kết quả điều chỉnh:
- Thời điểm điều chỉnh không đúng sẽ sảy ra bỏ mũi , rối chỉ .
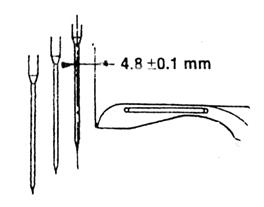
2.1. Tiêu chuẩn điều chỉnh:
- Khi mỏ móc ở vị trí tân cùng phải thì khoảng cách từ móc đến tâm kim phải là 4.8+/-0.1mm.
Hình 9.3. Khoảng cách giữa móc và kim
2.2. Phương thức điều chỉnh:
- Điều chỉnh lượng trở về bằng cách nới vít 4 ở giá đỡ móc rồi xê dịch tới lui cho đạt yêu cầu

Hình 9.4. Vị trí điều chỉnh khoảng cách giữa móc và kim
2.3. Kết quả do không chính xác:
- Nếu lượng trở về lớn sẽ xuất hiện bỏ mũi, rối chỉ. Phạm vi độ dày của vải mà máy may được giảm xuống
- Nếu lượng trở về nhỏ quá thì sẽ xuất hiện bỏ mũi, rối chỉ.
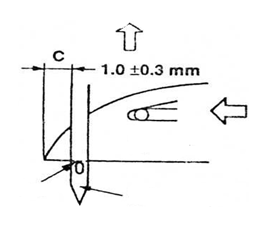
3.1. Tiêu chuẩn điều chỉnh:
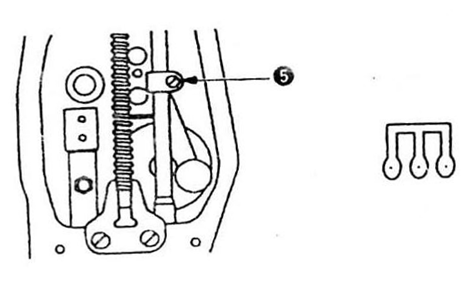
- Khi móc di chuyển sang trái và khi mỏ móc đi qua cạnh trái của kim trái 1+/-0.3mm thì mặt dưới của móc thẳng hàng với giới hạn trên của lỗ kim trái .
Hình 9.5. Độ cao của trụ kim
3.2. Phương thức điều chỉnh:
- Nới vít số 5 ở giá trụ kim phía trong đầu máy rồi điều chỉnh độ cao của trụ kim.
- Sau khi điều chỉnh thì kiểm tra lại hướng của kẹp kim cho đúng và các kim phải đâm vào tâm các lỗ trên mặt tâm kim
Hình 9.6. Vị trí điều chỉnh độ cao của trụ kim
3.3. Kết quả điều chỉnh không đúng:
- Nếu khoảng cách C quá lớn sẽ xuất hiện bỏ mũi , rối chỉ .
- Nếu C nhỏ quá cũng sẽ xuất hien bỏ mũi và rối chỉ .
4.1. Tiêu chuẩn điều chỉnh:
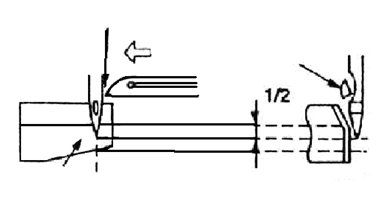
- Độ cao bảo vệ phía sau kim được điều chỉnh sao cho đi được 1/2 mặt tiếp xúc của bảo vệ kim sau thì mỏ móc thẳng hàng với cạnh phải của kim bên phải. Đoạn mà kim tùy lên bảo vệ kim là từ 0 đến 0.1mm đối với tất cả các kim (mỏ móc không chạm vào phần lõm của tất cả các kim).
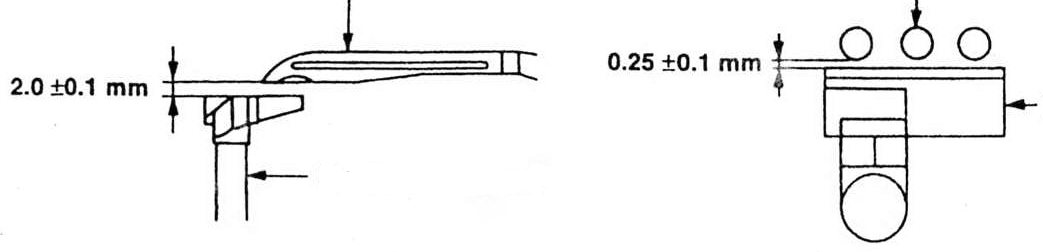
- Độ cao của bảo vệ kim trước là 2.0+/-0.1mm tính từ mặt dưới của móc .
Hình 9.7. Điều chỉnh giá đở kim
- Độ cao của bảo vệ kim trước là 2.0+/-0.1mm tính từ mặt dưới của móc .
- Độ nghiêng theo chiều dọc của bảo vệ kim trước là song song với tất cả các kim và khoảng cách tới các kim là 0.25+/-0.1mm.
Hình 9.8.Chiều cao và khoảng hở giá đở kim
4.2. Phương thức điều chỉnh:
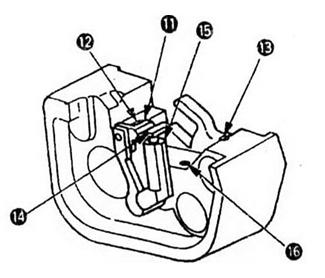
- Điều chỉnh độ cao của bảo vệ kim phía sau bằng cách nới vít số 12 rồi dịch bảo vệ sau kim 11 lên hoặc xuống .
- Điều chỉnh lượng tì của kim lên bảo vệ kim bằng cách nới vít số 13 rồi dịch bảo vệ sau kim về phía trước hoặc sau .
- Điều chỉnh độ cao của bảo vệ kim phía trước bằng cách nới vít số 15 rồi dịch bảo vệ kim 14 lên xuống .
- Lúc này ta đồng thời điều chỉnh độ nghiêng của bảo vệ kim . điều chỉnh khoảng cách đến các kim bằng cách nới vít số 16 .
Hình 9.9. Vị trí điều chỉnh giá đở kim
4.3. Kết quả do chỉnh không đúng:
- Nếu khoảng cách giữa bảo vệ kim phía sau và kim lớn sẽ gay ra bỏ mũi, va chạm với vỏ móc và gãy kim.
- Nếu bảo vệ phía sau kim và kim va cham mạnh vào nhau thì sẽ làm gãy mũi kim.
- Khoảng cách giữa bảo vệ kim phía trước và kim lớn quá thì vòng chỉ kim sẽ nhỏ xảy ra bỏ mũi .
- Nếu bảo vệ trước kim và kim va chạm mạnh vào nhau thì vòng chỉ kim sẽ lớn, gây bỏ mũi và mỏ móc sẽ va chạm với mũi kim.
5.1. Tiêu chuẩn điều chỉnh:
- Khoảng hở giữa mỏ móc và phần lõm của kim trái và phải là bằng nhau (khoảng hở đối với kim giữa thì lớn hơn một chút).

Hình 9.10. Khoảng hở giữa móc và kim
5.2. Phương thức điều chỉnh:
- Nới lỏng vít 4 ở đế móc rồi điều chỉnh khoảng hở bằng cách đẩy đế móc về phía trước hoặc phía sau.

Hình 9.11. Vị trí điều chỉnh khoảng hở giữa móc và kim
5.3. Kết quả do chỉnh không đúng:
- Nếu khoảng hở quá lớn thì gây bỏ mũi, vỡ mũi kim do va chạm mạnh giữa mũi kim và đuôi móc.
- Nếu khoảng hở quá nhỏ thì sẽ gây ra va chạm mạnh với mỏ móc và gãy kim. Xuất hiện bỏ mũi do có khoảng cách lớn giữa đuôi móc và kim.
6.1. Tiêu chuẩn điều chỉnh:
- Khoảng cách từ mỏ móc đến mặt lõm của kim trái và phải là bằng nhau.

Hình 9.12. Tiêu chuẩn điều chỉnh
- Khi móc đi sang phải thì mũi kim trái tỳ lên đuôi móc ở vị trí là 2/3 của cạnh bên móc tính từ mặt trên của móc

Hình 9.13.Cách điều chỉnh
- Điều chỉnh khi ta thay kim có cỡ khác đáng kể so với cỡ kim cũ . Kiểm tra khoảng hở giữa móc và kim cho đúng và mũi kim tỳ lên đuôi móc ở vị trí 2/3 cạnh bean của móc tính từ trên xuống.
- Điều chỉnh vị trí: Nới vít 6 ở cam chuyển vị trí 7, đặt vạch dấu D cách vạch dấu E khoảng 3mm rồi xoay cam 7 điều chỉnh sao cho khoảng cách giữa mỏ móc và kim trái / phải là bằng nhau.

Hình 9.14. Vị trí điều chỉnh
- Điều chỉnh lượng tránh: Nới vít số 9 và ốc 8 ở cam dẫn 10, sau dó dịch vít 9 về phía trước hoặc phía sau để điều chỉnh (dùng cờ lê 3/8” đối với ốc 8) .

Chú ý: Sau khi điều chỉnh phải kiểm tra lại khoảng hở giữa móc và kim .

Hình 9.15.Khoảng hở móc và kim đúng
Dùng lục giác 1/8” cho vít số 6 .
6.3. Kết quả do chỉnh không đúng:
- Vị trí của vạch dấu D và C nếu dịch sang trái lên trên thì khoảng cách tới kim trái sẽ lớn và xuất hiện bỏ mũi .

Hình 9.16. Khoảng hở móc và kim sai
- Nếu vạch dấu D và E cách nhau trên 3mm theoo vị trí sang trái xuống dưới thì sẽ gây gãy kim do va chạm với mỏ móc.
- Nếu lượng tránh của móc quá lớn khoảng cách từ kim đến đuôi móc sẽ lớn gây ra bỏ mũi và rối chỉ.
- Nếu lượng tránh của móc nhỏ, kim và đuôi móc sẽ va chạm vào nhau mạnh gây ra xước mũi kim.
7.1. Tiêu chuẩn điều chỉnh:
- Cầu răng cưa phải nằm ở chính giữa rãnh trên mặt tấm kim.
- Với bước đẩy lớn nhất thì khoảng cách theo chiều dọc yu72 cầu răng cưa chính và phụ đến tấm kim là bằng nhau A = A , B = B.
- Độ cao của cầu răng cưa là 1.0mm.
- Độ nghiêng của cầu răng cưa đặt sao cho nó song song với tấm kim khi trụ kim ở vị trí cao nhất.

Hình 9.17.Chiều cao răng cưa
- Điều chỉnh sao cho tấm kim và cầu răng cưa chính không va cham vào nhau ngay cả ở hành trình đẩy lớn nhất .

Hình 9.18. Chiều dọc răng cưa chính
- Điều chỉnh sao cho tấm kim và răng cưa phụ không va chạm vào nhau ngay cả ở hành trình đẩy lớn nhất.

Hình 9.19. Chiều dọc răng cưa phụ
7.2. Phương thức điều chỉnh:
- Nới vít 18 rồi điều chỉnh vị trí trái / phải của cầu răng cưa chính 17.
- Nới vít 22 rồi điều chỉnh vị trí trái / phải của cầu răng cưa phụ 21.
- Nới vít 19 và dịch cầu răng cưa chính 17 về phía trước hoặc sau để điều chỉnh vị trí theo chiều dọc.

Hình 9.20.Vị trí điều chỉnh răng cưa
- Nới vít 23 và xoay ốc lệch tâm để điều chỉnh vị trí theo chiều dọc của cầu răng cưa phụ 21.
- Điều chỉnh hành trình cực đại của cầu răng cưa chính bằng cách nới vít số 24 rồi xoay mấu dừng 25 sao cho nó chạm vào trụ 26 khi cầu răng cưa chính kết thúc bước đẩy lớn nhất mà không chạm vào tấm kim.
- Điều chỉnh hành trình cực đại của cầu răng cưa phụ bằng cách nới vít số 27 rồi xoay mấu dừng 28 sao cho cầu răng cưa chính cầu răng cưa phụ kết thúc bước đẩy lớn nhất mà không chạm vào tấm kim và cầu răng cưa phụ.
- Nếu vị trí trái phải của cầu răng cưa không đúng thì cạnh trái và phải của cầu răng cưa và tấm kim sẽ bị mòn do va chạm, phát nhiệt và tiếng ồn.
- Bộ phận đẩy vải sẽ chóng mòn , các vít bị lỏng ra và gây ồn .
- Nếu cầu răng cưa cao quá sẽ gây ra đẩy vải ngược trở lại , bỏ mũi .
- Nếu cầu răng cưa quá thấp thì mũi may bị ngắn lại .
- Nếu cầu răng cưa chính, phụ và tấm kim chạm vào nhau sẽ gây ra gãy vỡ .
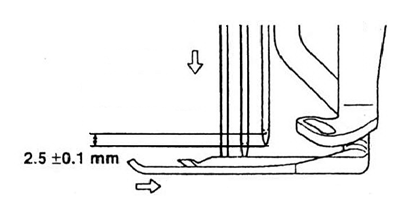
8.1. Tiêu chuẩn điều chỉnh:
- Thời điểm khi kim đi xuống được 2.5mm từ vị trí cao nhất của trụ kim thì rải chỉ bắt đầu di chuyển sang phải từ vị trí tận cùng trái.
Hình 9.21.Thời điểm di chuyển cần bông
Hình 9.22.Cần bông tận cùng trái
- Hành trình (hình 9.22).
- Vị trí rải chỉ.
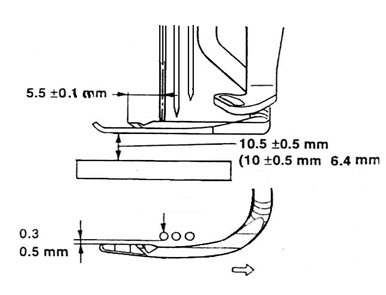
- Độ cao rải chỉ là 10.5+/-0.5mm (đối với cữ kim bằng hoặc nhỏ hơn 4.8mm) . 10.1+/-0.5mm đối với cữ kim 5.6 & 6.4mm.
- Khi rải chỉ ở vị trí tận cùng trái thì khoảng cách từ tâm kim trái đến mũi của rải chỉ là 5.5+/-0.1mm .
- Khi rải chỉ di chuyển sang phải thì khoảng cách từ rải chỉ đến kim trái là từ 0.3-0.5mm.
Hình 9.23.Chiều cao cần bông và khoảng hở cần bông sokim trái
- Dẫn chỉ cố định ( của rải chỉ ) Khi rải chỉ ở vị trí tận cùng phải thì mũi của rải chỉ phải nằm giữa cạnh trái và tâm của rãnh dẫn chỉ. Độ cao của dẫn chỉ cố định là từ 0.4-0.8mm cao hơn so với bề mặt rải chỉ .
Hình 9.24.Khoảng cách giá rãi chỉ và mặt trên cần bông
- Dẫn chỉ động (gá trên kẹp kim): Khi trụ kim ở vị trí thấp nhất thì khoảng cách từ dẫn chỉ động đến mặt trên của dẫn chỉ cố định là 0.8+/-0.2mm của lỗ dẫn chỉ thẳng hàng với cạnh trái của rãnh dẫn chỉ cố định.
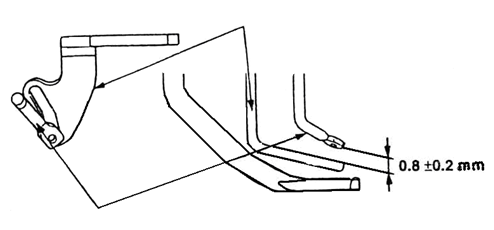
Hình 9.25. Khoảng cách giá dẫn hướng chỉ và mặt trên giá rãi chỉ
8.2. Phương thức điều chỉnh .
- Điều chỉnh thời điểm bằng cách nới vít 30 ở cam lệch tâm của rải chỉ 29 rồi xoay cam lệch tâm 29 .
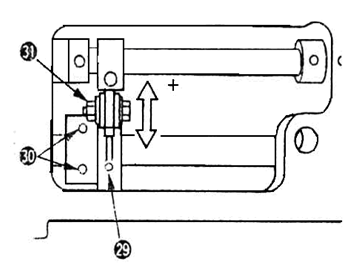
Hình 9.26. Vị trí điều chỉnh hành trình đi và về cần bông
- Điều chỉnh chiều dài hành trình bằng cách nới ốc 31 rồi đảy rải chỉ về phía trước hoặc sau, nếu di chuyển về phía trước thì hành trình giảm, phía sau thì hành trình tăng.
- Điều chỉnh độ cao rải chỉ bằng cách nới vít 33 rồi di chuyển rải chỉ 32 lên hoặc xuống.
- Điều chỉnh khoảng cách giữa rải chỉ và kim trái bằng cách nới vít 33 rồi di chuyển rải chỉ 32 lên hoặc xuống.
- Điều chỉnh khoảng cách giữa rải chỉ và kim trái bằng cách nới vít 33 rồi di chuyển rải chỉ 32 về phía trước hoặc sau

Hình 9.27. Vị trí điều chỉnh khoảng lao tận cùng trái, chiều cao,khoảng hở cần bông
- Điều chỉnh vị trí tận cùng trái bằng cách nới vít 34 rồi di chuyển rải chỉ 32 sang trái hoặc phải .
- Điều chỉnh dẫn chỉ cố định 35 bằng cách nới vít 36.
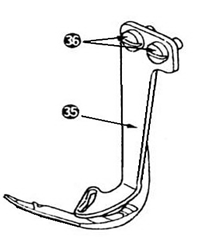
Hình 9.28. Vị trí điều chỉnh chiều cao và khoảng cách cần rãi chỉ
- Điều chỉnh dẫn chỉ động 37 bằng cách nới vít 38 .
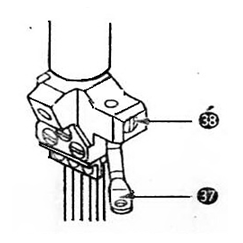
Hình 9.29. Vị trí điều chỉnh chiều cao và khoảng cách giá dẫn hướng chỉ
8.3. Kết quả do chỉnh không đúng:
- Nếu thời điểm sớm quá thì kim sẽ không bắt được chỉ bao khi đi xuống dẫn đến bỏ mũi. Ngược lại nếu thời điểm muộn quá thì sẽ gây ra gãy kim phải , do sức căng chỉ của chỉ bao quá lớn.
- Nếu chiều dài hành trình của rải chỉ đặt không đúng sẽ gây ra bỏ mũi ở đường chỉ bao phía trên.
- Nếu độ cao rải chỉ đặt không đúng sẽ gây bỏ mũi ở đường bao trên.
- Nếu khoảng cách giữa rải chỉ và kim quá nhỏ sẽ gây ra gãy kim, ngược lại nếu khoảng cách quá lớn sẽ gây bỏ mũi ở đường bao trên .
- Nếu rải chỉ nhô ra quá lớn sẽ xuất hiện những mũi may bất thường ở đường bao trên . Nếu quá nhỏ sẽ gây bỏ mũi ở đường bao trên.
- Nếu độ cao của dẫn chỉ cố định được đặt là 0.4mm thì đường chỉ bao trên sẽ được cải thiện khi dùng chỉ spun, nhưng sẽ không thuận lợi cho việc hình thành vòng chỉ khi ta dùng loại chỉ khác.
- Nếu vị trí của dẫn chỉ cố định đặt không đúng sẽ gây bỏ mũi ở đường bao phía trên.
- Nếu vị trí của dẫn chỉ động không đúng sẽ gây bỏ mũi ở đường chỉ bao trên.
9.1. Tiêu chuẩn điều chỉnh:
-
-
- Thời điểm của cam:
-
- Khi trụ kim đi xuống đến mũi kim trái thẳng hàng với mặt dưới của móc thì chỉ móc có thể kéo ra được từ vị trí cao nhất của cam chỉ .
Hình 9.30. Thời điểm của cam
-
-
- Vị trí của dẫn chỉ của cam chỉ móc:
-
Hình 9.31. Vị trí của dẫn chỉ của cam chỉ móc
- Dẫn chỉ được cố định ở vị trí giữa khe, trường hợp dùng chỉ wooly nilon thì đặt ở vị trí trên cùng của khe .
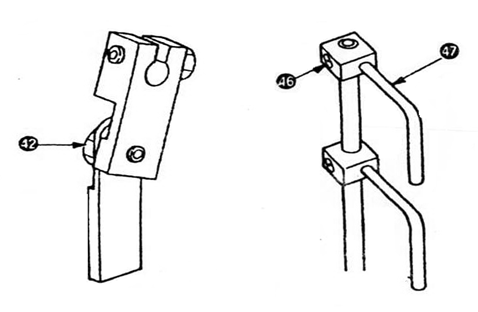
- Thời điểm của cam được điều chỉnh bằng cách nới vít 46 rồi xoay cam 45. Lúc này đặt cổ 50 tiếp xúc với cam 45. Nới vít 48 để chỉnh song song với vít 49 để chỉnh khoảng cách sao cho vít giữa 47 song song với đế dẫn chỉ và khoảng cách là 4mm.
- Nới vít 52 và 41 rồi điều chỉnh bằng cách dịch dẫn chỉ trái 53 và tay hãm chỉ 42 lên hoặc xuống.
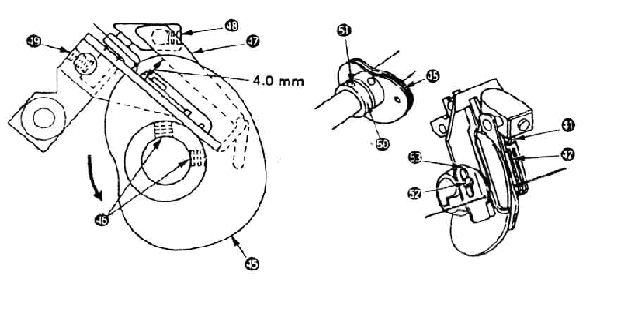
Hình 9.32. Vị trí điều chỉnh của cam chỉ móc
9.3. Kết quả do chỉnh không đúng:
- Nếu thời điểm của cam quá sớm xuất hiện bỏ mũi phía sau móc. Ngược lại nếu thời điểm quá muộn thì việc kéo căng chỉ không thực hiện được tốt.
- Nếu cam chỉ không được đặt ở vị trí chính giữa thì cam sẽ bị xước.
- Nếu khoảng cách từ chốt đến đế dẫn chỉ lớn hơn 4mm thì chỉ móc hay bị chùng đột ngột gây bỏ mũi ở phía đuôi móc.
- Nếu đặt dẫn chỉ cao quá thì chỉ móc sau khi may sẽ căng quá.
- Nếu đặt dẫn chỉ thấp quá thì móc sau khi may sẽ chùng quá.
10.1. Độ cao của cần đở chỉ móc:
- Ta đặt độ cao của cần đở chỉ sao cho điểm cao nhất của cam sẽ thấp hơn từ 0 đến 0.5mm so với phần thấp nhất của cam .
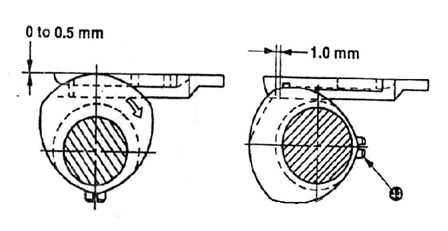
Hình 9.33.
- Khi chỉ móc được kéo ra từ vị trí cao nhất của cam và cần đở chỉ sẽ cách lỗ dẫn chỉ là 1mm .
- Điều chỉnh độ cao của đế dẫn chỉ bằng cách nới vít 39 rồi thay đổi độ nghiêng của đế chốt 40
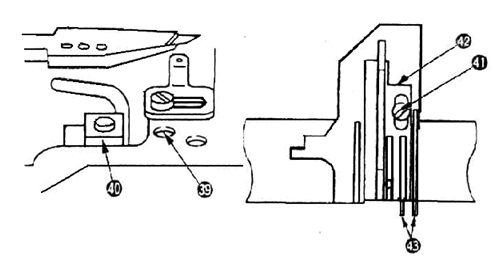
Hình 9.34. Vị trí điều chỉnh
- Cam chống rối chỉ 43 đi tới giữa khe của tay hãm chỉ 42 và mấu trên biên của cam sẽ thẳng hàng với rãnh của dẫn chỉ .
- Điều chỉnh cam chống rối chỉ bằng cách nới vít 44 .
- Chỉ móc sẽ bị đứt nếu cam chống rối chỉ chạm vào khe của tay hãm chỉ
11. Vị trí của trụ chân vịt:
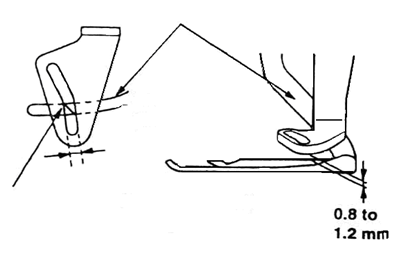
11.1. Tiêu chuẩn tiêu chuẩn điều chỉnh:
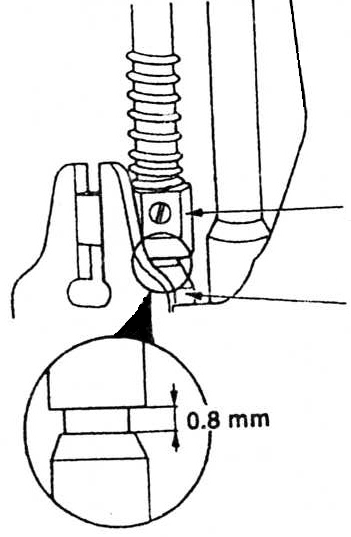
- Khi cầu răng cưa nằm dưới trụ kim và bàn ép tiếp xúc với mặt của tấm ở vị trí thấp nhất của trụ kim thì khoảng cách từ giá trụ kim đến đỉnh của bạc trụ chân vịt là 0.8mm.
Hình 9.35. Tiêu chuẩn của trụ chân vịt
11.2. Phương thức điều chỉnh:
- Nới hai vít số 54 rồi điều chỉnh vị trí của giá đỡ trụ chân vịt 55 lên hoặc xuống .

Hình 9.36. Vị trí điều chỉnh trụ chân vịt
11.3. Kết quả do chỉnh không đúng:
-
Nếu khoảng cách giữa giá đỡ và bạc trụ chân vịt nhỏ quá thì chân vịt sẽ không ép chặt lên mặt tấm kim .

- Nếu khoảng cách này lớn quá thì lượng nâng chân vịt giảm xuống .
12.1. Tiêu chuẩn tiêu chuẩn điều chỉnh:
- Khi chân vịt ở độ cao 3mm thì cóc nhả sức căng chỉ C sẽ chạm vào đồng tiền sức căng D và khi chân vịt ở vị trí cao nhất thì đồng tiền sức căng mở ra lúc này không có sức căng chỉ .
- Nới vít số 56 rồi điều chỉnh bằng cách dịch giá 57 .
13. Vị trí và độ cao chân vịt:
13.1. Tiêu chuẩn điều chỉnh:
- Điều chỉnh vị trí của chân vịt sao cho các kim đi vào tâm các lỗ ở chân vịt trong điều kiện vị trí của chân vịt đã được chỉnh đúng so với trụ chân vịt

Hình 9.38.Kim so với lỗ chân vịt
- Điều chỉnh độ cao của chân vịt sao cho khi trụ kim ở vị trí cao nhất thì mũi kim không đâm qua khỏi mặt dưới của chân vịt .
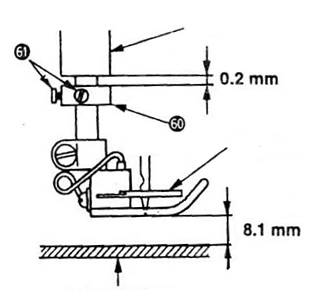
Hình 9.39.Chiều cao chân vịt
13.2. Phương thức điều chỉnh:
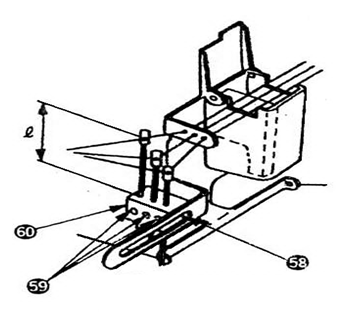
- -Điều chỉnh vị trí chân vịt bằng cách nới vít số 58 rồi dịch chân vịt 59 sang phai hoặc trái.
- -Điều chỉnh độ cao chân vịt bằng cách nới ốc 63 rồi xoay vít 64 cho tỳ vào thanh 62 sao cho mũi kim vượt qua mặt dưới chân vịt 0.3mm khi kim ở vị trí cao nhất, lúc này ta nới 2 vít 61 và cố định bạc cổ 60 sao cho khoảng cách từ nó đến bạc dưới là 0.2mm.

Hình 9.40. Vị trí điều chỉnh chiều cao chân vịt
- Điều chỉnh bằng cách nới ốc 65 rồi xoay vít 66 sao cho khoảng cách từ đỉnh vít 66 đến thanh 62 là 0.5mm lúc chân vịt đi xuống và ép chặt lên tấm kim
- Nếu vị trí của chân vịt không đúng thì đường may sẽ không thẳng, xấu.
- Nếu độ cao của chân vịt không đạt sẽ làm gãy rải chỉ, kim sẽ làm xước vải và làm giảm lực đẩy vải
14.1. Tiêu chuẩn điều chỉnh:
Hình 9.41. Vị trí của mắc dẫn chỉ kim
14.1.1. Bộ nhả sức căng chỉ của kim:
- Nếu việc hình thành vòng chỉ không được dễ dàng thì ta nâng bộ nhả sức căng chỉ lên như chỉ dẫn ở hình () vào lúc trụ kim ở vị trí thấp nhất khi dùng chỉ cotton thì ta nâng bộ nhả chỉ của kim bên phải chỉ chạm vào khi trụ kim ở vị trí thấp nhất .

Hình 9.42.Cách tăng hoặc vòng chỉ kim
- Nếu dùng chỉ spun thì ta hạ thấp bộ nhả sức căng chỉ sao cho chỉ kim không chạm vào.
- Khi rải chỉ tiến tới vị trí tận cùng trái thì ta định vị bộ cân bằng dẫn chỉ sao cho chỉ bao trên không bị chùng và rải chỉ không tiếp tục kéo chỉ ra nữa .

Hình 9.43. Cân bằng dẫn chỉ
14.1.3. Kẹp chỉ kim:
- Trường hợp dùng vải và chỉ tổng hợp thì kẹp chỉ là không can thiết . không cần cho chỉ đi qua .
- Nếu việc tạo vòng chỉ không thuận lợi chẳng hạn khi dùng chỉ kéo dãn được thì ta cho chỉ kim đi qua kẹp chỉ .

Hình 9.44. Kẹp chỉ kim
14.2. Phương thức điều chỉnh:
- Nới vít 58 và cố định đế dẫn chỉ 60 về tận cùng phải . nới vít 59 rồi điều chỉnh độ cao L theo theo đường may thực tế .
- Nới vít 61 rồi điều chỉnh bằng cách dịch bộ nhả sức căng chỉ 62 lên hoặc xuống.

Hình 9.45.Vị trí điều chỉnh tiếp chỉ kim
- Nới vít 63 rồi điều chỉnh bằng cách dịch bộ nhả sức căng chỉ kim 64 lên hoặc xuống .
- Nới vít số 65 rồi điều chỉnh bằng cách dịch dẫn chỉ 66 lên hoặc xuống.

Hình 9.46. Vị trí điều chỉnh tiếp chỉ kim
14.3. Kết quả do chỉnh không đúng:
- Nếu vị trí dẫn chỉ giữa cao quá thì chỉ kim sẽ căng quá .
- Nếu thấp quá thì chỉ kim sẽ chùng .
- Mũi may của kim trái và phải sẽ chùng đi nếu ta dịch đế dẫn chỉ sang trái .
- Nếu được nâng lên thì vòng chỉ kim sẽ lớn lên .
- Nếu được hạ xuống thì vòng chỉ sẽ nhỏ đi .
- Nếu vòng chỉ không hình thành được ( quá nhỏ ) và xuất hiện bỏ mũi thì ta nâng bộ nhả sức căng chỉ lên cao .
- Nếu vòng chỉ hình thành quá lớn và xuất hiện bỏ mũi thì ta hạ bộ nhả sức căng chỉ thấp xuống .
- Nếu cao quá thì sẽ bị chùng .
- Nếu thấp quá thì sẽ bị kéo dài ra .
- Dùng kẹp chỉ trong trường hợp khi dùng chỉ wooly nylon và chỉ spun ( chỉ kéo dãn được ) . khi may jersy , dệt kim dày .
- Không dùng kẹp chỉ trong trường hợp khi dùng chỉ cotton và chỉ tetoron . khi may vai jersy dệt kim mỏng .
15. Điều chỉnh thiết bị cắt chỉ:
15.1. Điều chỉnh hành trình:
15.1.1. Tiêu chuẩn điều chỉnh (cho trường hợp dùng nam châm điện và khí nén):.
Hình 9.47. Tiêu chuẩn điều chỉnh
15.1.2. Phương thức điều chỉnh:
Hình 9.48. Vị trí điều chỉnh
15.1.3. Kết quả do chỉnh không đúng:
15.2.1. Tiêu chuẩn điều chỉnh:
Hình 9.49. Tiêu chuẩn điều chỉnh dao di động
15.2.2. Phương thức điều chỉnh:
Hình 9.50. Vị trí điều chỉnh dao di động
15.2.3. Kết quả do chỉnh không đúng:
15.3.1. Tiêu chuẩn điều chỉnh:
Hình 9.51. Tiêu chuẩn điều chỉnh dao cố định
15.3.2. Phương thức điều chỉnh:
Hình 9.52. Vị trí điều chỉnh dao cố định
15.3.3. Kết quả do chỉnh không đúng:
15.4.1 Tiêu chuẩn điều chỉnh:
Hình 9.53. Tiêu chuẩn điều chỉnh vị trí dao động
15.4.2. Phương thức điều chỉnh:

Hình 9.54. Phương thức điều chỉnh vị trí dao động
15.4.3. Kết quả do chỉnh không đúng:
15.5.1. Tiêu chuẩn điều chỉnh:
Hình 9.55. Tiêu chuẩn điều chỉnh tốc độ bộ cắt chỉ
15.5.2. Phương thức điều chỉnh:


Hình 9.56. Phương thức điều chỉnh tốc độ bộ cắt chỉ
15.6.1. Tiêu chuẩn điều chỉnh: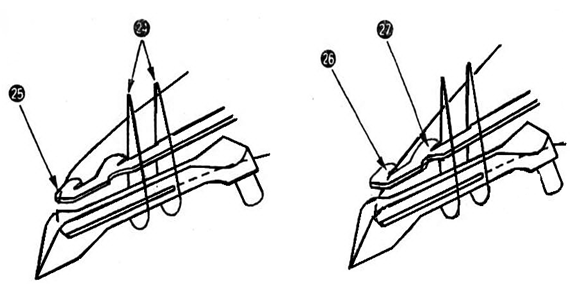
Hình 9.57. Vị trí cắt chỉ đúng
15.6.2. Phương thức điều chỉnh:
16.1. Tiêu chuẩn điều chỉnh: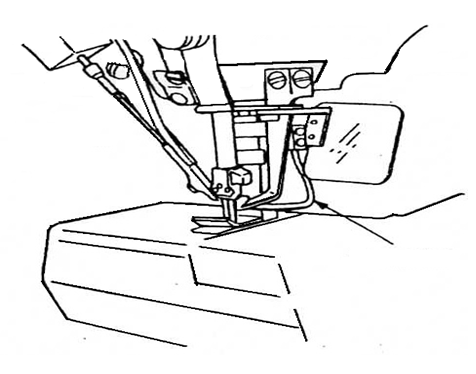
Hình 9.58. Tiêu chuẩn điều chỉnh nâng chân vịt bằng khí nén
Hình 9.59.Chiều cao nâng chân vịt
16.2. Phương thức điều chỉnh: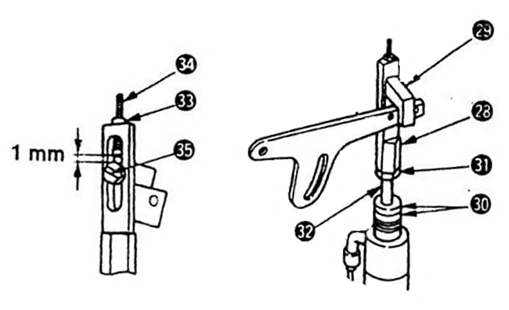
Hình 9.60. Phương thức điều chỉnh nâng chân vịt bằng khí nén
16.3. Kết quả do chỉnh không đúng:
17.1. Tiêu chuẩn điều chỉnh:
17.1.1. Thời điểm mở đồng tiền: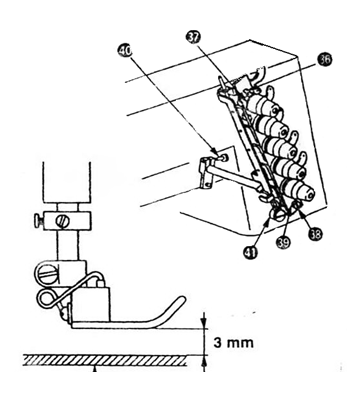
Hình 9.61. Thời điểm mở đồng tiền
17.1.2. Lượng chỉ kéo: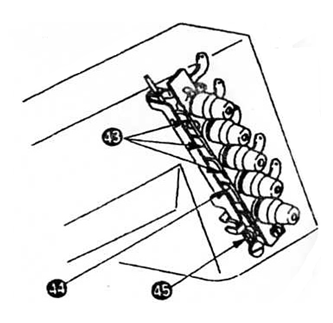
Hình 9.62.Vị trí tăng giãm lượng chỉ còn lại của kim khi cắt chỉ
Hình 9.63. Phương thức điều chỉnh mỡ đồng tiền
Chúc các bạn chỉnh thành công, xem thêm một số file báo lỗi và tài liệu tại đây
Vì thế quý vị nên cân nhắc kỹ để chon những nơi uy tín để mua,chúc quý vị chọn được loại máy phù hợp với điều kiện kinh tế,để có những chiếc máy may tốt nhất !
Máy may công nghiệp Pentech — Công ty chuyên nhập khẩu và mua bán các loại máy may công nghiệp chính hãng, chất lượng, giá cả cạnh tranh. Với phương châm CHÚNG TÔI TẬN TÂM — KHÁCH HÀNG AN TÂM.
Hân hạnh được tư vấn những kiến thức cơ bản, chuyên ngành của chúng tôi đến quý khách hàng.
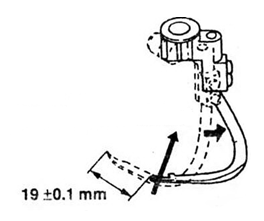
15.1. Điều chỉnh hành trình:
15.1.1. Tiêu chuẩn điều chỉnh (cho trường hợp dùng nam châm điện và khí nén):.
- Chiều dài hành trình A là:
- 17mm đối với cữ kim nhỏ hơn 4.8mm .
- 18mm đối với cữ kim nhỏ hơn 5.6mm.
Hình 9.47. Tiêu chuẩn điều chỉnh
15.1.2. Phương thức điều chỉnh:
- Nới ốc số 1 rồi dịch khối 2 doc theo trục 3 để điều chỉnh hành trình.
Hình 9.48. Vị trí điều chỉnh
15.1.3. Kết quả do chỉnh không đúng:
- Nếu hành trình ngắn quá thì không cắt được chỉ .
- Nếu hành trình lớn quá thì sẽ không kẹp được chỉ móc sau khi cắt chỉ .
15.2.1. Tiêu chuẩn điều chỉnh:
- Khoảng cách giữa A và B là 0.4mm .
Hình 9.49. Tiêu chuẩn điều chỉnh dao di động
15.2.2. Phương thức điều chỉnh:
- Tháo vịt bản lề số 4 , tháo thanh 5 rồi điều chỉnh bằng cách quay trụ nối 6 .
Hình 9.50. Vị trí điều chỉnh dao di động
15.2.3. Kết quả do chỉnh không đúng:
- Nếu khoảng cách này nhỏ quá sẽ làm cho cơ cấu cắt chỉ bị mòn đi nhanh, gãy .
- Nếu khoảng cách lớn quá thì dao sẽ gây cản trở mó
15.3.1. Tiêu chuẩn điều chỉnh:
- Khoảng chồng giữa phần mũi bắt chỉ của dao di động và mũi của dao tĩnh là 0.5mm
- Khoảng cách từ mũi dao di động đến lò xo kẹp chỉ 11 là 3.2mm . từ dao tĩnh đến đỉnh của lò xo phẳng là 0.5mm .
Hình 9.51. Tiêu chuẩn điều chỉnh dao cố định
15.3.2. Phương thức điều chỉnh:
- Để điều chỉnh dao tĩnh 9 và lò xo kẹp 11 ta nới vít 7 (2 chiếc) và vít số 8.
- Đảm bảo còn giữ vít số 8 để điều chỉnh lực kẹp sau cắt chỉ và điều chỉnh lực kẹp để sao cho móc rời ra khi máy bắt đầu may được 3 mũi.
- Định vị sao cho lò xo kẹp và dao tĩnh song song với cạnh của dao tĩnh.
Hình 9.52. Vị trí điều chỉnh dao cố định
15.3.3. Kết quả do chỉnh không đúng:
- Nếu khoảng chồng nhau này quá nhỏ thì dao sẽ không cắt được chỉ móc .
- Nếu khoảng cách từ mũi của dao động đến đỉnh của lò xo kẹp quá lớn thì sẽ không kẹp được chỉ sau khi cắt .
- Nếu khoảng cách từ dao tĩnh đến đỉnh của lò xo phẳng quá nhỏ sẽ kẹp không tốt , nếu lớn quá sẽ làm giảm sự trơn tru của chỉ .
15.4.1 Tiêu chuẩn điều chỉnh:
- Vị trí của tấm chặn khi móc di chuyển đến điểm xa nhất , nay trục dao cắt chỉ bằng tay để khoảng cách từ mũi dao tĩnh đến phần đuôi móc là 12.5mm trong điều kiện dưới nay.
- Khi mũi dao động thẳng hàng với gờ trên mặt trên của móc .
- Khi tấm chặn tiếp xúc với thanh 21 .
Hình 9.53. Tiêu chuẩn điều chỉnh vị trí dao động
15.4.2. Phương thức điều chỉnh:
- Khi móc đến điểm xa nhất, ấn cuộn dây để mũi dao tĩnh cách đuôi móc 12.5mm lúc này ta thực hiện.
- Nới vít 19 để mũi dao tĩnh tiến đến đường gờ trên mặt đỉnh móc, điều chỉnh bằng cách xoay ốc leach tâm 20.
- Khi khoảng cách từ mũi dao động đến đuôi móc không điều chỉnh được đến 12.5mm thì ta nới 2 vít số 14 và điều chỉnh lò xo phẳng 15.
Hình 9.54. Phương thức điều chỉnh vị trí dao động
15.4.3. Kết quả do chỉnh không đúng:
- Nếu điều chỉnh không đúng sẽ gây ra lỗi cắt chỉ và chỉ móc bị thả lỏng tự do khi bắt đầu may.
15.5.1. Tiêu chuẩn điều chỉnh:
Hình 9.55. Tiêu chuẩn điều chỉnh tốc độ bộ cắt chỉ
15.5.2. Phương thức điều chỉnh:
- Giảm tốc độ của dao động bằng cách xoay vít của bộ điều chỉnh tốc độ 22 theo chiều kim đồng hồ và theo ngược chiều kim đồng hồ sẽ tăng tốc độ .
Hình 9.56. Phương thức điều chỉnh tốc độ bộ cắt chỉ
- Giảm tốc độ khi trở về của dao động bằng cách xoay vít 23 của bộ điều chỉnh tốc độ theo chiều kim đồng hồ, theo chiều ngược lại tốc độ sẽ tăng .
- Nếu điều chỉnh không đúng sẽ làm cho các cơ cấu cơ khí của bộ cắt chỉ bị mòn nhanh hoặc gây lỗi ở bộ cắt chỉ do hành trình không đủ .
15.6.1. Tiêu chuẩn điều chỉnh:
Hình 9.57. Vị trí cắt chỉ đúng
15.6.2. Phương thức điều chỉnh:
- Sau khi điều chỉnh bộ cắt chỉ , xâu chỉ và may thử sau đó tắt điện vào máy ở trạng thái trụ kim ở điểm chết trên do đó máy không thể thao tác rồi ấn cuộn dây để xác nhận.
- Dao di động đi vòng qua chỉ 24 và tạo vòng chỉ móc 25.
- Dao di động bắt đầu trở lại sau khi tới cuối hành trình bean trái, khi chỉ móc được bắt ở đoạn 26 của dao động khi chỉ kim được bắt ở đoạn 27 và bị cắt bởi dao tĩnh, chỉ móc được giữ bởi lò xo kẹp.
16.1. Tiêu chuẩn điều chỉnh:
- Tại thời điểm trụ kim ở điểm chết dưới thì chân vịt không được tiếp xúc với mặt dưới của rải chỉ khi nó được nâng lên.
Hình 9.58. Tiêu chuẩn điều chỉnh nâng chân vịt bằng khí nén
- Tại thời điểm trụ kim ở điểm chết trên thì mũi kim trái không được vượt qua mặt dưới của chân vịt khi nó được nâng lên .
Hình 9.59.Chiều cao nâng chân vịt
16.2. Phương thức điều chỉnh:
- Điều chỉnh bằng cách nới vít trong số 29 sao cho 29 nằm giữa 2 lỗ để treo can nâng.
- Điều chỉnh lượng nâng chân vịt bằng cách qua trục 32 nới ốc 31 ( nếu trục nhỏ quá thì tháo bạc 30 ) .
- Điều chỉnh bằng cách nới ốc 33 rồi xoay vít 34 sao cho khoảng cách giữa vít bản lề 35 và đỉnh vít là khoảng 1mm khi hạ chân vịt xuống.
Hình 9.60. Phương thức điều chỉnh nâng chân vịt bằng khí nén
16.3. Kết quả do chỉnh không đúng:
- Hành trình ngắn quá sẽ làm cho lượng nâng chân vịt không đủ .
- Hành trình lớn quá sẽ làm gãy rải chỉ , kẹp kim và dẫn chỉ .
- Không có khoảng hở giữa vít bản lề và vít dừng làm cho chân vịt bị thả lỏng .
17.1. Tiêu chuẩn điều chỉnh:
17.1.1. Thời điểm mở đồng tiền:
- Điều chỉnh sao cho khi chân vịt đi lên 3mm thì mấu 36 bắt đầu đi vào giữa 2 đồng tiền sức căng 37 và khi chân vịt đi lên hoàn thì đồng tiền sức căng sẽ mở , lúc này không có sức căng chỉ .
- Khi mấu 36 ở 5 vị trí đang tiến tới thì đồng tiền sức căng không được tiếp xúc với nó .
- Đống tiền sức căng 37 phải mở ngay lập tức sau khi bắt đầu cắt chỉ .
- Mấu 36 phải đi vào đồng tiền 37 trơn tru .
Hình 9.61. Thời điểm mở đồng tiền
17.1.2. Lượng chỉ kéo:
- Điều chỉnh lượng chỉ còn lại ở kim sau khi cắt chỉ bằng 3 tấm ở bộ nhả sức căng chỉ 43.
- Khi nâng dàn 43 lên thì lượng chỉ còn lại ngắn đi , khi ta hạ xuống thì lượng chỉ còn lại dài ra.
Hình 9.62.Vị trí tăng giãm lượng chỉ còn lại của kim khi cắt chỉ
- Cố gắng điều chỉnh lượng chỉ còn lại ngắn nhất có thể mà không làm bỏ mũi lúc bắt đầu may.
- Điều chỉnh bộ nhả sức căng chỉ bao trên 44 sao cho chỉ được kẹp sau khi cắt chỉ bao trên.
- Điều chỉnh bộ nhả sức căng chỉ móc 45 sao cho chỉ phải được kẹp sau khi cắt chỉ bao trên.
- Thời điểm mở đồng tiền.
- Điều chỉnh tạm thời bằng cách nới vít 38 sao cho nó nằm ở vị trí giữa của ốc lệch tâm 39 dải điều chỉnh.
Hình 9.63. Phương thức điều chỉnh mỡ đồng tiền
- Nới vít 40 dịch thanh nhả sức căng chỉ 41 sao cho mấu 36 chỉ tiếp xúc với đồng tiền 37.
- Điều chỉnh ốc lệch tâm 39 sao cho đồng tiền 37 bắt đầu mở khi chân vịt nâng lên 3mm.
- Tháo vít bản lề 42 để chắc rằng cơ cấu cắt chỉ và nhả sức căng chỉ làm việc trơn tru.
- Nới vít 46 và dịch xuống hoặc lên dàn nhả sức căng chỉ 47.
- Điều chỉnh không đúng thì mũi may sẽ không hoàn hảo hoặc bỏ mũi.
- Lượng chỉ kim còn lại quá ngắn sau cắt chỉ sẽ gây ra bỏ mũi lúc bắt đầu may.
- Lượng chỉ kim còn lại quá dài sẽ gây mắc lại chỉ thừa ở đường may lúc bắt đầu may.
18. Điều chỉnh công tắc không tiếp điểm:
18.1. Tiêu chuẩn điều chỉnh: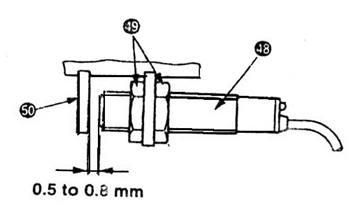
Hình 9.64. Tiêu chuẩn điều chỉnh công tắc không tiếp điểm
18.2. Phương thức điều chỉnh:
19.1. Tiêu chuẩn điều chỉnh: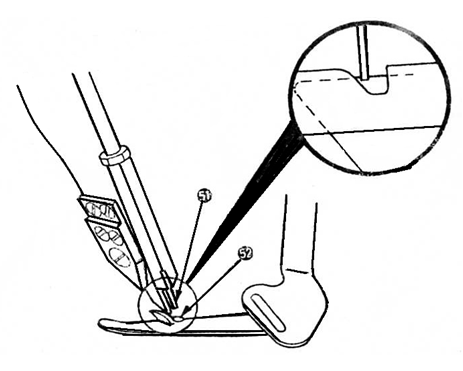
Hình 9.65. Tiêu chuẩn điều chỉnh bộ cắt chỉ cần bông
19.2. Phương thức điều chỉnh: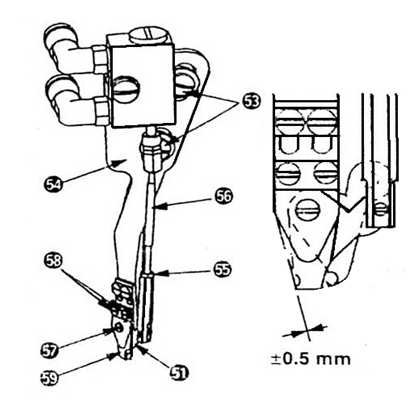
Hình 9.66. Phương thức điều chỉnh bộ cắt chỉ cần bông
18.1. Tiêu chuẩn điều chỉnh:
- Đây là 1 công tắc không tiếp điểm để bảo vệ máy may khi cuộn dây cắt chỉ trở về không đúng vị trí .
- Điều chỉnh cuộn dây của bộ cắt chỉ sao cho đèn LED sáng khi nó ở hành trình về và tắt khi cắt chỉ .
- Khoảng cách là từ 0.5 đến 0.8mm .
Hình 9.64. Tiêu chuẩn điều chỉnh công tắc không tiếp điểm
18.2. Phương thức điều chỉnh:
- Nới ốc 49. Điều chỉnh khoảng cách giữa Diode là thanh 50 bằng cách dịch Diode 48.
- Chắc rằng đèn LED tắt khi đang hoạt động và sáng ở trạng thái bình thường bằng cách thử cắt chỉ vài lần.
- Nếu khoảng cách lớn quá thì sẽ không đóng điện được cho động cơ .
- Nếu khoảng cách nhỏ quá thì động cơ có thể chay lúc bộ cắt chỉ đang ở trạng thái trở về do đó sẽ làm hỏng động cơ .
19.1. Tiêu chuẩn điều chỉnh:
- Điều chỉnh sao cho dao di động cắt chỉ cần bông 5 đi đến tâm lỗ hình V của rải chỉ khi máy ngừng, không tiếp xúc với rải chỉ và chỉ cần bông khi dao di động mở ra.
Hình 9.65. Tiêu chuẩn điều chỉnh bộ cắt chỉ cần bông
19.2. Phương thức điều chỉnh:
Hình 9.66. Phương thức điều chỉnh bộ cắt chỉ cần bông
- Nới 2 vít số 53. Dịch giá 54 sao cho dao động 51 có thể tiến được tới tâm của lỗ hình V của rải chỉ.
- Nới ốc 55. điều chỉnh bằng cách xoay thanh 56 sao cho mũi dao động trùng với mũi của dao tĩnh ( +/-0.5mm) khi dao động đóng lại và dao động giữ và cắt chỉ bao trên khi mở ra. Khi dao động và dao tĩnh tiếp xúc chặt chẽ với nhau thì nới 2 vít 58 và điều chỉnh dao tĩnh 59 .
- Điều chỉnh lực ép giữ chỉ bằng vít 57 sao cho chỉ bao trên được kẹp lại sau khi cắt chỉ.
- Điều chỉnh không đúng sẽ gây gãy rải chỉ, ảnh hưởng đến cắt chỉ bao trên hoặc đứt chỉ bao trên trong khi may.
Chúc các bạn chỉnh thành công, xem thêm một số file báo lỗi và tài liệu tại đây
Vì thế quý vị nên cân nhắc kỹ để chon những nơi uy tín để mua,chúc quý vị chọn được loại máy phù hợp với điều kiện kinh tế,để có những chiếc máy may tốt nhất !
Máy may công nghiệp Pentech — Công ty chuyên nhập khẩu và mua bán các loại máy may công nghiệp chính hãng, chất lượng, giá cả cạnh tranh. Với phương châm CHÚNG TÔI TẬN TÂM — KHÁCH HÀNG AN TÂM.
Hân hạnh được tư vấn những kiến thức cơ bản, chuyên ngành của chúng tôi đến quý khách hàng.
CÔNG TY TNHH DỊCH VỤ CÔNG NGHỆ PENTECH
Trụ sở chính: 55 Đường Cây Keo, P. Tam Phú, TP. Thủ Đức, TP.HCM.
CN1 : 393 Đường Nguyễn Huệ, Tx. Bình Long, T.Bình Phước.
CN2 : 517 Thôn 6 Ql14, X.kiến Thành, Huyện ĐắkrLấp, T.Đắk Nông.
CN3 : 194 Nguyễn Bính, Hoà An, Cẩm Lệ, Đà Nẵng
CN4 : 11 Phố Duy Tân, Dịch Vọng Hậu, Cầu Giấy, Hà Nội.
Hotline: 0973.038.172 (Mr.Huynh)
Kĩ Thuật: 0394.694.680 (Mr.Thịnh)
Web: Pentech.net.vn
Email:admin@pentech.vn
Nguồn tin: pentech.net.vn
Thảo luận
Những tin mới hơn
Những tin cũ hơn
Danh mục sản phẩm
Hỗ trợ dịch vụ

